| |
|||||||
|
|||||||
Testing is perhaps the most important phase of any engineering process, as it is during testing that one identifies flaws in the design that were missed during the analysis.
|
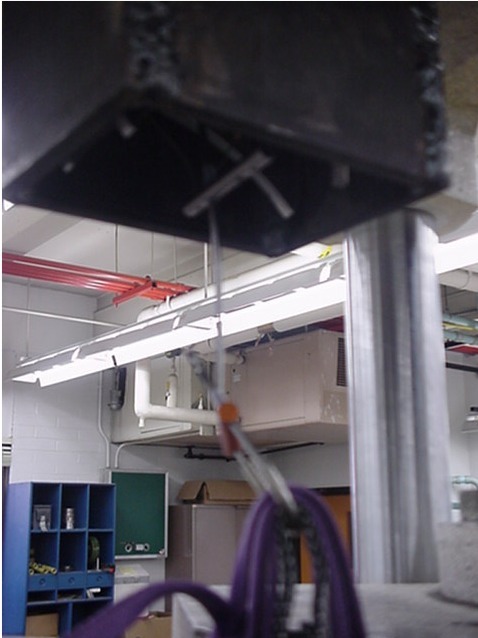
Wired Bliss has it own in house testing procedure that we emulated ourselves in the CET Mechanics of Materials laboratory. The test fixture seen on the right was a welded steel box, with a width that forced a placed SLCD to seat itself in its weakest position. Ideally this produced the loading condition that gives FS = 1.12 (see second design page). The test fixture was then placed in a Tinius Olsen tensioning machine which is capable of loading the SLCD to failure. On the right again, you can see how the SLCD was placed in the fixture and then put in tension. Below the lower surface the nylon strap used to tension the SLCD is held in place by a 2 in diameter steel rod, which, when the machine is running, holds the nylon straps and the SLCD in tension. |
test fixture and SLCD placement
test fixture in the tensioning machine ready to perform the test |
So far we have tested six prototypes for our new SLCD, with each test identifying a new problem that needed to be adressed. The tests are listed here in sequential order, from the first to the last. Each prototype tested and the failure mode is descussed in detail, as well as the measures taken to try and alleviate the condition that caused it to fail.
Click on the links below to go to the test descriptions.
|
The first test of our design is hardly worth mentioning, as nothing useful was learned from the test. On the right you see the original prototype. As we said in the second design page, the only things actually manufactured by GM^3 were the cam lobes themselves. However, in the case of the first prototype, rather than acquire a fully assembled trigger and handle assembly, we were given the individual parts which we assembled ourselves. The joint where the eyelets for the axle are joined to the wires of the trigger assembly is held together by a very strong silver solder. That is to say, the joint can hold up to 7000lbs when the solder is applied correctly. Well... as you can
imagine, correct application takes a good deal of practice, which we
did not have. Consequently, our first prototype failed under a measly 500 lb load, no where near the 13kN or 2920 lb load specified in our requirements. Clicking on the images to the right shows them in greater detail and it is easier to see where the handle wire separated from the eyelet.
|
original prototype
failure at solder joint
click on image for a closer look |
|
second prototype failure |
Following the solder failure in the first test, we aquired actual, preassembled handles with the eyelets attached to test our second prototype. This second prototype was the first "successful" test, although it failed where we absolutely least expected it to. This prototype failed catastrophically under a load of 2280 lb, which is well below the our goal of 2920 lb. However, unit failed in a mode that we had not expected. The image on the left shows how. |
The first mode of failure is in the cam lobe on the top of the picture. Somehow, probably due to non-linear loading of the whole device, a moment was generated that twisted the lobe near the axle.
The second mode of failure, but the one that was actually catastrophic, occured when the axle itself broke in ductile shear. This was completely unexpected, as this was a part that we had aquired form Wired Bliss which we assumed had already been optimized for the loading conditions it would experience. As it turns out, the cap screws that we were also given by Wired Bliss, did not completely fill the tapped hole at the end of the shaft that it was screwed into. The axle snapped right where the screw ended inside the shaft. There is a better picture of this in the sixth test section.
Calculations after the second test demonstrated that the axle should indeed break where it had. However, we still expected that it should support a higher load. In order to determine if the second test was just a "fluke" a second, identical prototype was produced and tested.
The results this time were virtually the same as in the second test. Two of the cams deformed as before. This time however the axle yeilded plastically, but did not actually "break" into two separate pieces.
Our first step then was to change the tool path on our CNC mill to leave more material around the axle.
|
cam comparison |
It may be difficult to see in the image on the left, but for the cam lobes in our fourth test (and all subsequent tests) we increased the radius of the of the cut around the axle hole by 1/8 inch. This had the effect of severly reducing the amount of warping in the cams under loading. However, the added material did not and reduced lobe warping failed to alleviate early failure in the axle, which again sheared out early under 2420 lb.
|
Following this test we perfomed a Rockwell hardness test on the axle and found it to be Rockwell C48, or a hardened 4130 heat treated steel.
|
The fifth test was another failed test, in that it didn't address any of the design elements that GM^3 dealt with. However, it did serve as another demonstration that the solder joint between the eyelet and the handle wire is a critical point in the construction of a complete unit. This time, the solder weld failed at approximately 1500 lb.
|
solder joint failure |
|
failed axle |
One of the possiblities that we considered might contribute to a added moment to the axle shaft that would cause an early failure, was the large amount of lateral play in the cam position on the shaft. In the earlier 5 prototypes the cams had only been separated by the torsional springs used to open the device, which allowed a certain amount of "wavering" of the cams themselves which could take them out of perpendicular from the shaft.
|
As an experiement to see if this really was the case, and to identify a possible solution, we added 0.23 inch aluminum spacers between the cam lobes inside the springs.
Apparently the addition did have some effect, as this time the axle failed, again in the exact same place) under a load of 2840 lb. This was a considerable improvement, but again, almost 100 lb less than our target load of 2920 lb.
Above is a close up view of the failed axle from the sixth prototype. This axle failed virtually identically to all the others. It may not be immediately obvious from this image, but the material has failed at a 45° angle, indicating dutile sheer, reinforcing our conclusions from the Rockwell hardness test.
|
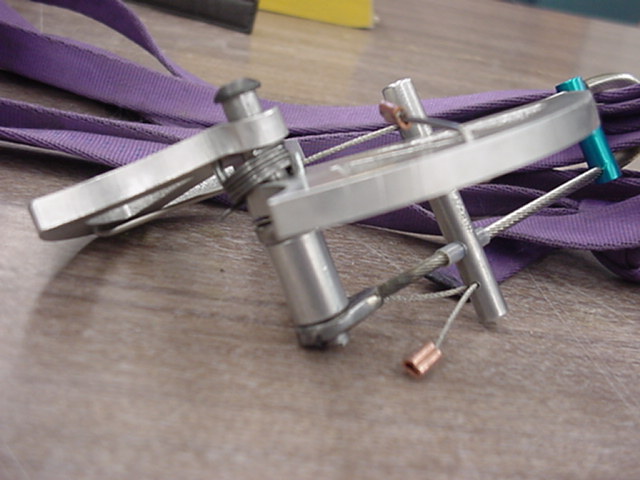
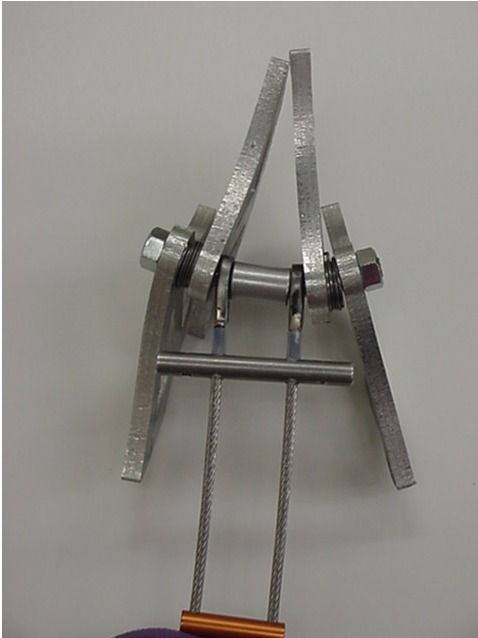
Four "successful" tests... Four failed axles... Even with such a limited data set, it is clear that the weakest part of our design was the original drilled and tapped axle provided by Wired Bliss, which consistently failed under smaller loads than were proscribed by our requirements. Our final solution then was to simlpy eliminate the problem created by the small crossectional area of the drilled axle by implementing a solid axle of the same diameter instead. After considering drilling holes and using cotter pins or press fitting caps on the axle to hold the cams in place, we finally settled on using a dye to add threads to both ends of the axle and using standard nuts as end caps. The axle seen on the right was made of a mild steel with a Rockwell hardness of C4 giving it a rather low yeild strength. When loaded, the axle remained in its elastic range until just under 3000 lb when it was loaded beyond its yeild strength and began to plastically deform as seen on the right. Still, 3000 lb exceeds our support requirement of 13kN (2920 lb). Our final suggestions regarding the solid axle are detailed in the final product page.
|
new, solid axle with threaded ends
plastic failure of solid axle |