Concept Generation for casting methods
Casting the material will involve the team creating a CAD model and 3D printing that model. The 3D Print will be the foundation for several types of mold making and will need to be as precise as possible. Not only will shrinkage of the print be a critical point but the print will need to be costed and sanded to a smooth finish. Once the desired 3D print has been completed it will be time to choose a method for making the mold. Methods that have been explored and considered are aluminum casting, silicone casting, and clay packing.
Design #1: Aluminum
There are multiple ways that the team could achieve an aluminum mold. One of the team members has an aluminum foundry and has experience in casting. This method would yield a cost effective mold that would have a sandblasted looking finish across the inner surface. The mold would be aesthetically pleasing and would be an excellent prop for presentations. The strength would exceed the number of castings that this project requires and would have a long shelf life incase the project needed to be repeated in later years.
The 3D print would be made in two negative molds and then packed with petrobond sand. The sand would be removed from the mold and placed in a squared out box of more and this would leave a negative sand shell for aluminum to be poured on top of. This process would have to be repeated for each side of the mold. Silica sand would be the other option of creating this cast. Silica sand would be mixed with resin and poured into the negative and set to dry. This would create a solid mold of half of the model on a flat plane this would then have the aluminum poured over the back of the silica sand and could be reused to make multiple molds. This technique leaves the aluminums surface much more rough compared to the petrobond [15].
Pros:
1. Strength
2. Multiple Casts
3. Long Life Span
4. Inexpensive
Cons:
1. building time will take away from other project deliverables
2. Sandblasted texture may cause poor translucents
3. Casting shrinkage would make precise geometry difficult
4. may take several attempts
Silicone
Silicone molding is commonly used for casting chocolate candies and other cool temperature pours. Silicone molds are able to be reused multiple times depending on the material casted. Several companies sell compliant silicon mold and cast materials. Silicone can be casted in several hardnesses ranging from shore A 15-60 [26]. Silicone has release characteristics that would allow it to release other silicones, resins, and polyurethanes. A release agent would still be used in order to extend the life of the mold. Silicone oxidizes slowly over a long period of time and this would reduce the shelf life of the mold.
The 3D print would be placed in a plexiglass box and the two part liquid silicone mix would be slowly poured over the print, after it was degassed. The silicone would then be carefully cut away from the 3D print to yield two silicone shells. A pour hole would be cut out the top of the mold so that the material could be poured into the mold. This method would produce a smooth surface finish that would be aesthetically pleasing and would increase its translucent characteristics.
Pros:
1. Cheap compared to a CNC mold
2. Smooth surface finish
3. Reusable
Cons:
1. May take several attempts
2. Messy
3. Shelf life
Design #3: Inner core
The previous casting methods have all been focused on how to create the exterior of the mold. This material needs to be hollow which will involve either a second mold or some removable material for the core. The difficulty of having a removable core is the bifurcation. The bifurcation will make it so we cannot have a solid inner core. One option for a solid inner core would be to make the core like legos. The three pieces will lock into one another and be able to be detached in order to pull then out of the material. The other consideration will be a meltable or dissolvable material.
Solid core materials will need to be manufactured to exact geometry and be able to connect without the material leaking into the connection points. For this reason the team will be using a melt out material. A second mold will need to be created in order to cast such a material. This cast will need to be as smooth as possible to resemble the inside of an artery. Casting wax for the core would give the team an ability to remove the core and have a smooth surface. [15]
Pros:
1. Smooth
2. Easily removable
3. Repliable Process
Cons:
1. Messy
2. Material will need to withstand melt out tempatures
Concept Selection
Casting of the material will affect the geometry of the model and the method will need to be selected to reduce deformation and increase consistency. The bifurcations geometry is dependent on: surface roughness, wall thickness, aneurysm length, aneurysm diameter, diameter of distal aorta, diameter of left iliac, diameter of right iliac, radius of curvature of each junction, distance from bifurcation to femoral insertion point, and angles of the iliacs. These Geometric quantities will be carefully included when producing the CAD model. The job of the casting material will be to accurately contour the 3D print without major changes to the surface of the material. These engineering requirements were developed from the customer need to match the anatomical geometry of the bifurcation and aneurysm.
Casting incorporated into concept generation to meet the client requirement for a replicable manufacturing process. If a method did not yield accuracy or consistency in each cast the concept was discarded. The engineering requirement that related to this customer need was cost. It is desired to keep the cost low which results in discarding the option of having each of the models UV 3D printed.
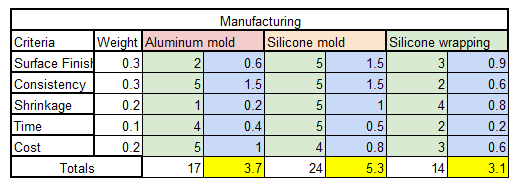
"Pugh Matrix"
(This work along with the referances can be found in Reports under "Preliminary Reports")