Testing
Rheometer
Elastic Modulus of the material used for the vascular model and aneurysm will be tested using the hybrid rheometer in NAU’s bioengineering device laboratory (BDL), which is managed by the team’s faculty advisor, to observe viscoelastic behavior. Five samples of polyurethane will be cast in the same thickness as the model with varying quantities of softening agent. Samples one through five will contain 0%, 25%, 50%, 75%, and 100% of the maximum amount of allowable softening agent, respectively.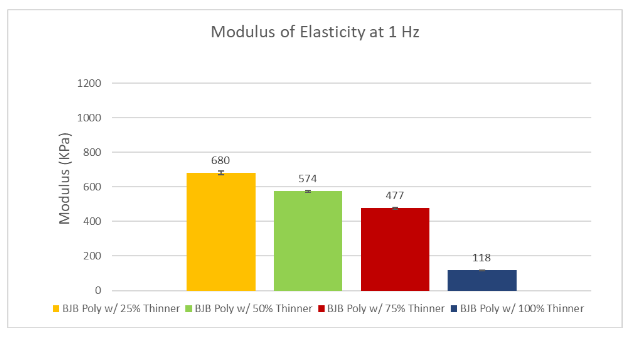 The maximum ratio of liquid polyurethane to softening agent is 1:1. One sample will be tested at a time. A sample will be placed inside a ring containing deionized water. The sample and water will be heated to 37 degrees C before testing begins. An axial force of between 5N will be applied. Samples will undergo oscillation for one minute at frequencies of 0.1 to 10Hz in increments of 0.9 Hz. Complex, storage, and loss modului will be plotted as a function of frequency. Data will be reviewed to observe viscous and elastic behavior for each material sample. Results will be compared to existing research on behavior of arteries to determine which sample exhibits the most realistic modulus. Compliance will be calculated as the inverse of modulus.
The maximum ratio of liquid polyurethane to softening agent is 1:1. One sample will be tested at a time. A sample will be placed inside a ring containing deionized water. The sample and water will be heated to 37 degrees C before testing begins. An axial force of between 5N will be applied. Samples will undergo oscillation for one minute at frequencies of 0.1 to 10Hz in increments of 0.9 Hz. Complex, storage, and loss modului will be plotted as a function of frequency. Data will be reviewed to observe viscous and elastic behavior for each material sample. Results will be compared to existing research on behavior of arteries to determine which sample exhibits the most realistic modulus. Compliance will be calculated as the inverse of modulus.
Hardness of the material will be tested using a shore A durometer. The durometer will be obtained from amazon or another suitable source. Material samples will be tested for hardness before the final models are manufactured. A finished aneurysm model will be tested with the durometer to verify hardness using the testing procedure outlined in ASTM D2240.
Vapor Bathing
Vapor bathing is a technique that the team utilized in order to smooth the 3D printed parts without fear of distorting the geometry. Initially the team used prints from Cline library’s MakerBot Laboratory. There were difficulties in achieving the desired precision from the MakerBot Lab. After a consultation with Nau Professor Dr. Tester, we decided to have the parts printed in his, on campus, Rapid Labs. The benefits of using Rapid Labs were that Dr. Tester manages the machines himself and would be able to professionally set up the machines do print perfection. Another benefit is that the team would be able to print in ABS (Acrylonitrile butadiene styrene) plastic instead of the PLA (Polylactic acid) that the MakerBot Lab offered.
The PLA prints were tested in the vapor bath before the ABS prints. The PLA required ethyl acetate as the vapor while the ABS used acetone. The bath was an enclosed heated chamber where the print would reside as the heat vaporized the liquid. This vapor filled the chamber and equally dispersed over the 3D print. The heat of the chamber softened the plastic and the vapor caused the surface of the print to liquify and essentially fill in the printing lines. The time in the chamber was close to 30 seconds to avoid over heating the print and causing distortion. If left in the chamber too long the parts began to sweat and liquid plastic would leave drip marks on the surface of the part.
The PLA prints after bathing multiple times remained to have a beach mark like texture. The roughness of the surface was successfully reduced, but the team needed an absolutely smooth finish or the surface finish would appear in the silicone molds and eventually the final product. The ABS had a near glass finish after bathing twice. No roughness testing was conducted all results were qualitative by visual inspection and touch.

Post treatment
Pressure Transducers
The team purchased HX711 wheatstone bridge amplifiers in order to calibrate and control the pressure transducers. The deltran pressure transducer will be placed into the aneurysm of the model and will supply the GUI with live data. The transducer will be calibrated using a sphygmometer
Programing Pulsatile Flow
In programming the Arduino in Dr. Trevas's Arduino Club the team was informed that, since we decided to run the pump with a speed controller board, we could actually set a cycling period to have the pump increase its flow and decrease its flow over a given interval. This interval was tested in the club, with the aid of Dr. Travas, and had success in running a 70 BPM (beats per minute) cycle in a closed loop while linearly increasing and decreasing the speed of the pump.
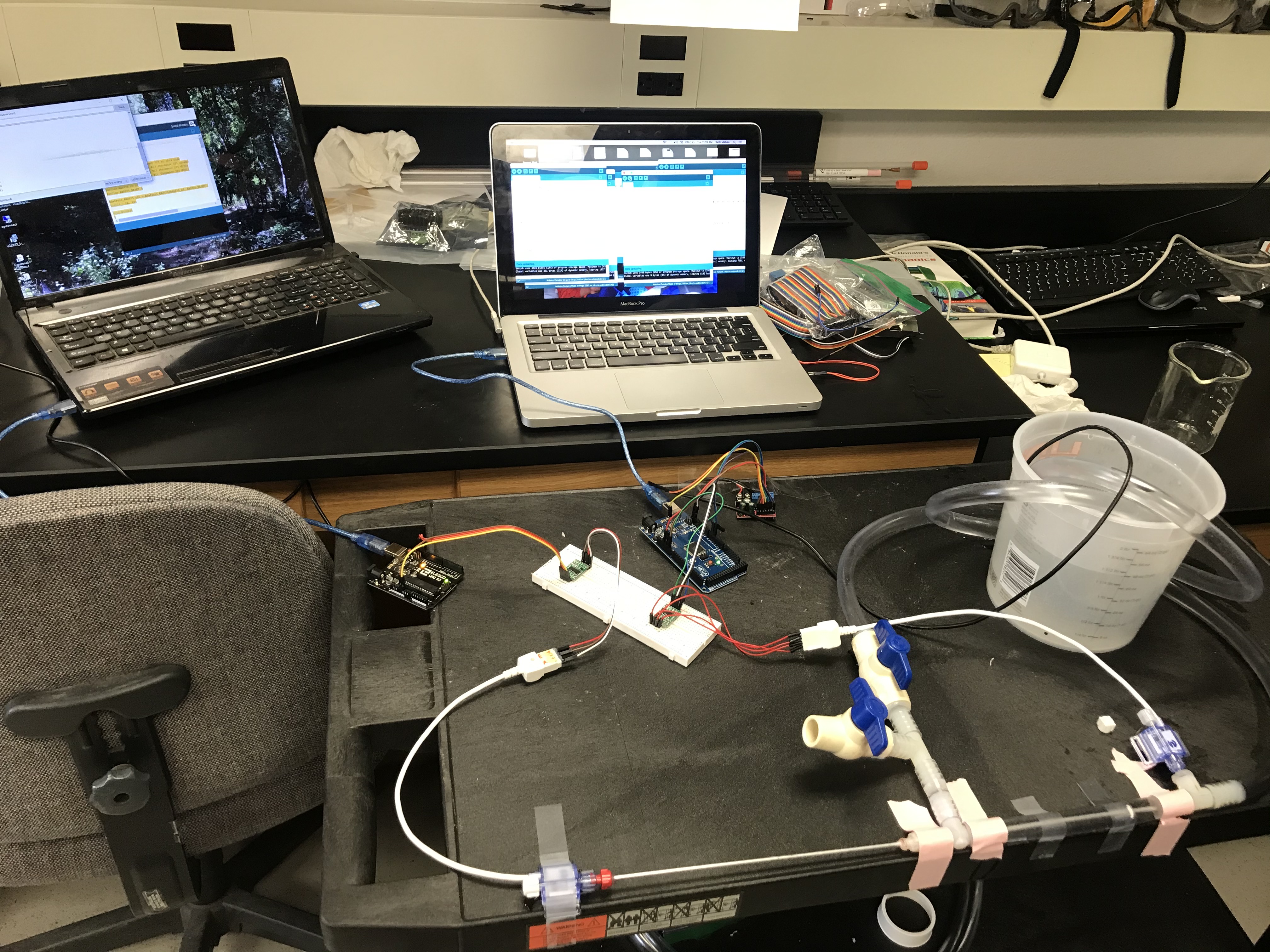
Testing setup
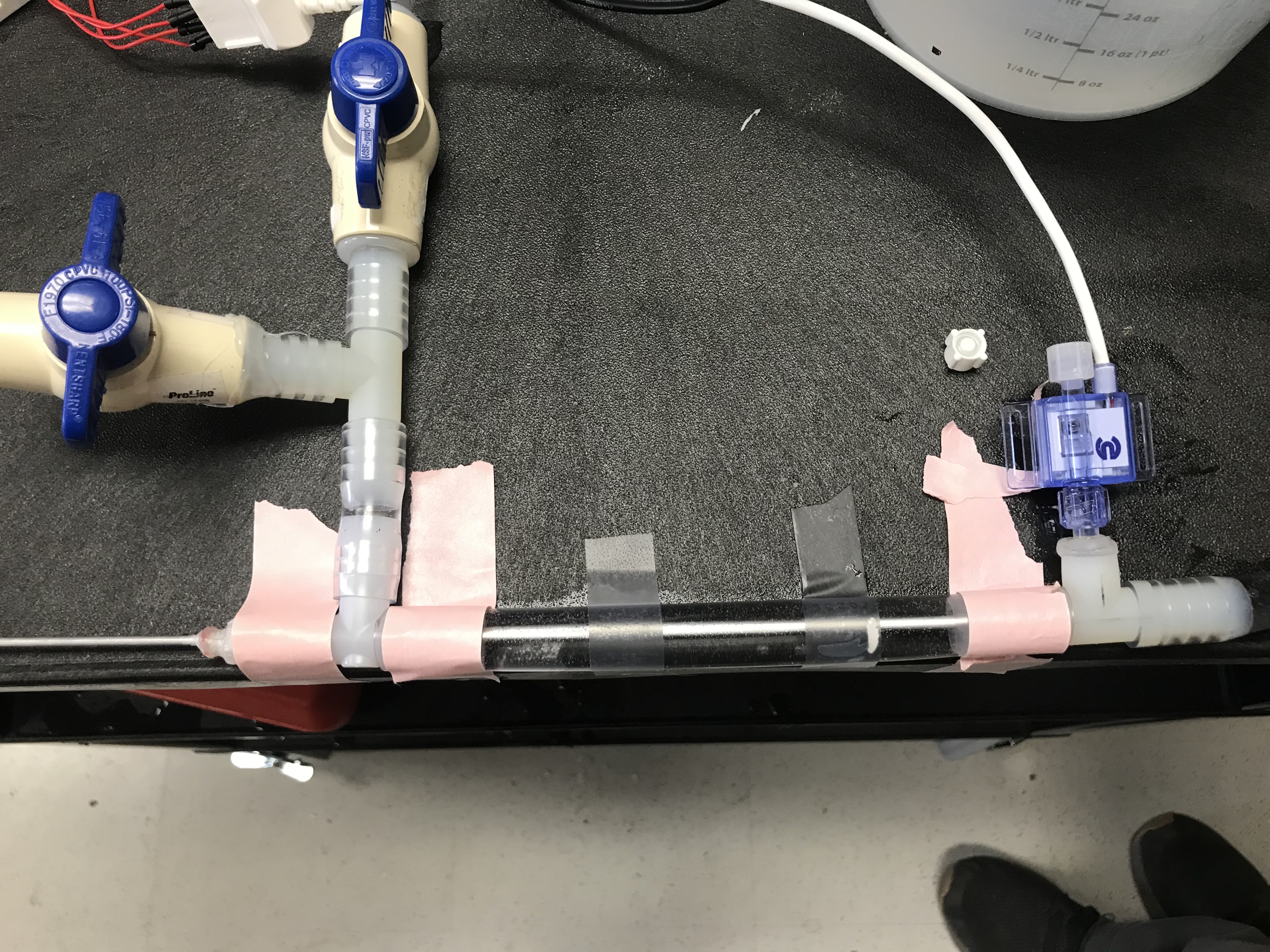
centering the pressure sensors
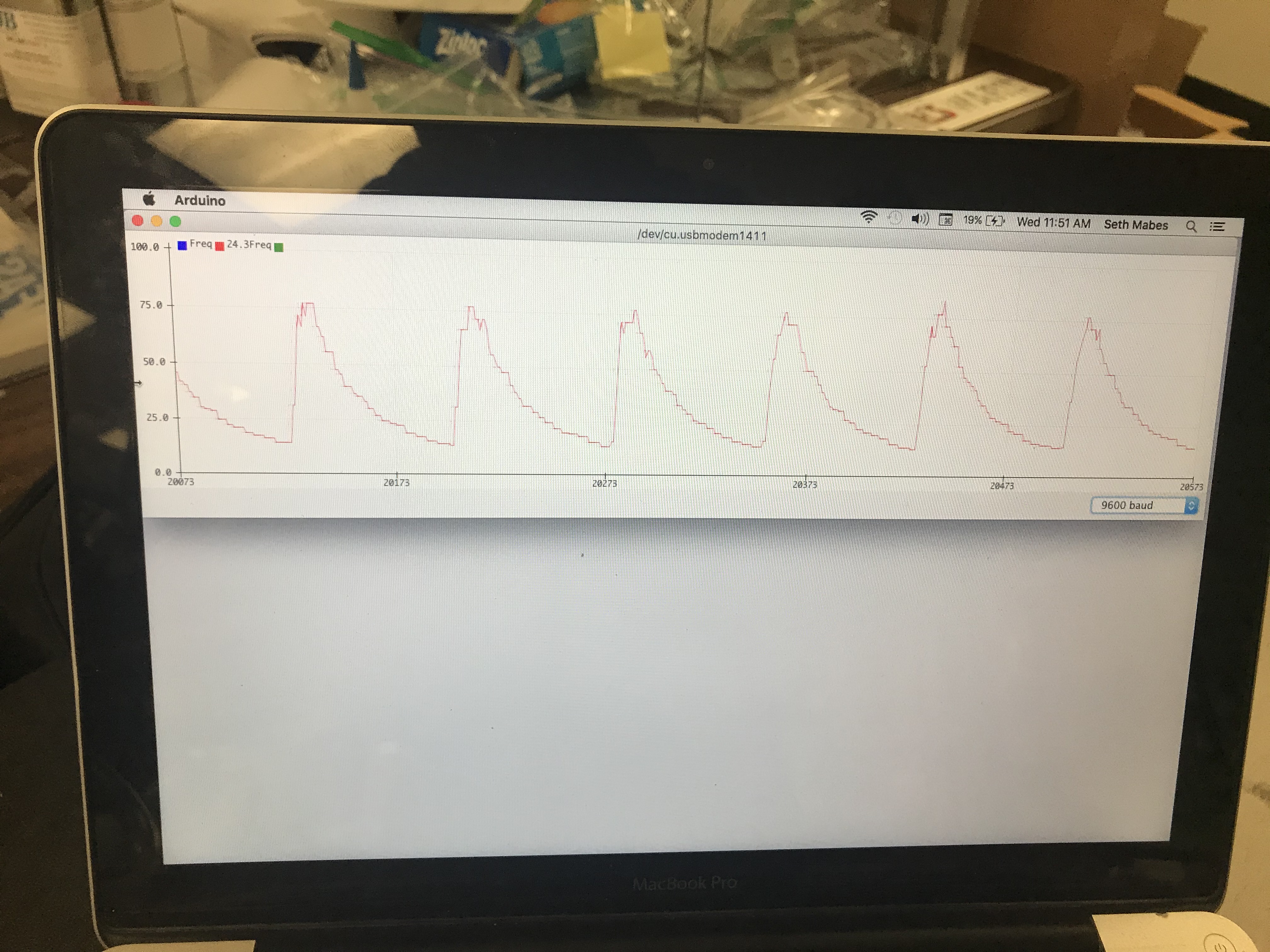
flow wave form
Compliance Varification
Once the final model has been completed compliance testing will proceed by applying a pressure into the model and measuring the increase in the tube diameter. This viscoelastic behavior will be calculated and compared to the results from the actual materials expansion.
Creep
Cause im a creep