Design Work
Stripping Process Calculations
In order to complete the stripping decision matrix, mass transfer calculations had to be done for every stripping technology considered. In total, 5 technologies were considered for this stage of the treatment process and by default 3 of those were decided against due to the properties of toluene, the VOC being treated, being incompatible with those technologies. The mass transfer calculations for the packed tower and bubble column can be found below. The highlighted kLa values in each table represent the capacity coefficient for each technology given the operating conditions. A higher kLa value was what the team was looking for and what ultimately led to the teams decision to use bubble column technology.
Mass Transfer CalculationsAdsorption Testing
Out of all the different adsorption materials in our decision matrix, the team decided to pursue a type of biochar. Biochars currently do not have a lot of formal research on their adsorptive properties and this can be attributed to the fact that biochars can be created and sourced from a variety of processes and materials. Because of this, the team needed to perform lab testing to determine the adsorption capacities of the biochars being considered for implementation into the bench scale model.
Two biochars were tested using a constant gas volume method. The biochar that was used in the bench scale model, biochar A, was sourced from dead trees that had been infested with bark beetles, and biochar B was sourced from wastewater sludge. Both of these biochars are commercial products and were chosen because of their sustainable production process and sourcing. Throughout the entirety of testing, the team ran into several issues with lab equipment inconsistencies so the results may not be entirely accurate, however, the adsorption capacities as well as images of each biochar can be found below.
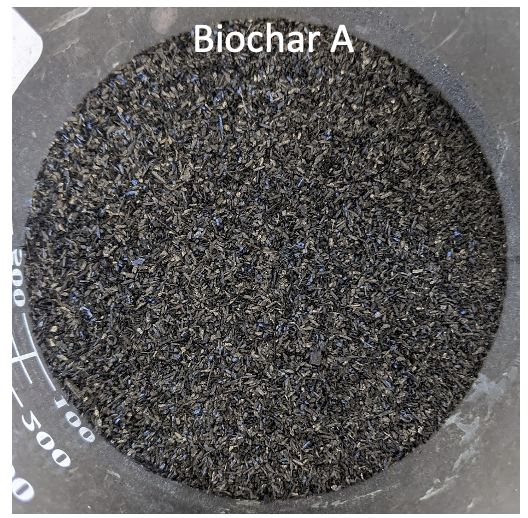
Biochar A
Experimental adsorption capacity: 0.912 mg Toluene/g biochar
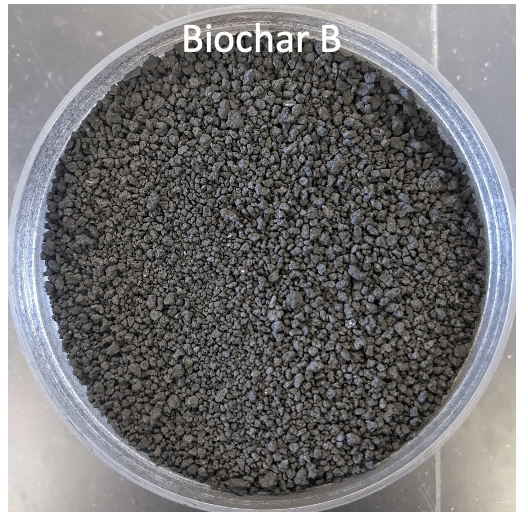
Biochar B
Experimental adsorption capacity: 0.175 mg Toluene/g biochar